
ZTT-940钢构件镀锌层附着性能测定仪使用方法及说明书
1.范围及使用方法
JJG(交通)082-2007钢构件镀锌层附着性能测定仪制定了该产品的的技术要求、试验方法、检验规则以及标志、包装、运输与储存等。该说明书适用于公路用钢构件镀锌层附着性能测定仪的生产、检验使用。
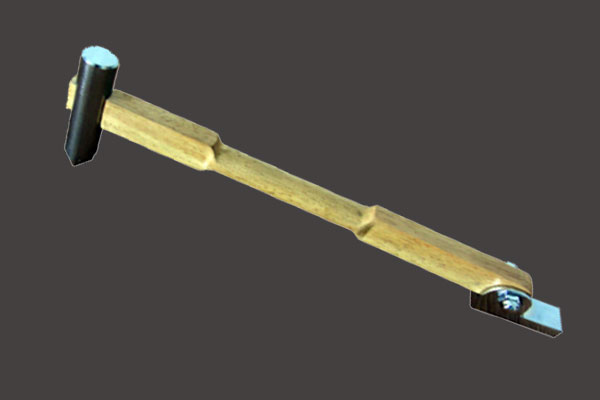
钢构件镀锌层附着性能测定仪是对公路钢构件镀锌层附着性能进行测定的专用仪器。可用于试验室,也可用于现场测量。钢构件镀锌层附着性能测定仪由锤头、锤柄及底座三个部件组成。钢构件镀锌层附着性能测定仪工作原理如下:将底座固定于水平稳定的台架上,试件表面应保持与底座同样高度,并与其处于同一水平面上。试验时锤柄垂直于台架保持稳定后,使锤柄与锤头自由落下,以4mm的间隔平行打击试件表面5点,查看试件表面锌层状态。
2.规范性引用文件
本规程引用下列文献:
JJG 1一1999钢直尺
JJG 30一2002通用卡尺
JT/T 28l一200r7公路波形梁钢护栏
使用本规程时,应注意使用上述引用文献的现行有效版
3.技术要求
3.1 结构
钢构件镀锌层附着性能测定仪有锤头、锤柄及底座三个构件组成,见图1 所示。
3.2 外观
锤头表面应光滑、平整、不易磨损和无锈蚀;锤柄表面应光滑、平整、无毛刺。
锤头与锤柄结合应牢固;底座与锤柄之间应活动灵活。
3.3 外形尺寸
锤头、锤柄及底座公称尺寸及允许偏差见图 1 和表 1 所示。
表 1锤头 、锤柄及底座公称尺寸及允许偏差
| 构件名称 | 公称尺寸 及允许偏差 | |||||
| 锤头 | L(mm) | F(mm) | ¢1(mm) | a(︒) | 锤刃切面平整度(UM) | 刃口宽度(mm) |
| 100±2 | 60±1 | 20±1 | 90±1 | ≤8 | ≤0.1 | |
| 锤柄 | A(mm) | B(mm) | C(mm) | D(mm) | ¢2(mm) | N(mm) |
| 275±5 | 100±2 | 105±2 | 27±1 | 20±1 | 15︒-1 | |
| 底座 | E(mm) | H(mm) | G(mm) | K(mm) | M(mm) | |
| 25±1 | 30±1 | 15。±1 | 22±1 | 60±1 | ||
锤头采用 45 号钢,质量为(210±10)g,表面镀铬。
锤刃硬度(肖氏)不低于 40HS。
锤柄采用橡木,质量为(70±10)g。
底座采用 Q235 钢,表面镀铬。

图1钢构镀锌层附着性能测定仪示意图(尺寸单位:mm)

 全国服务热线
全国服务热线
